

联系我们

碳钢衬胶管道_【衬塑管厂家】从厂家买售后有保障
更新时间:2025-02-04 07:53:11 浏览次数:3 公司名称:洛阳 纵横机械制造有限公司
| 厂家/产地 | 纵横机械/洛阳 |
|---|---|
| 主要材料 | 橡胶 |
| 生产工艺 | 热硫化或冷粘 |
| 产品规格 | 按要求订做 |
| 连接方式 | 法兰连接 |
| 断裂强度 | 17 |
| 扯断伸长率 | 550 |
| 衬里硬度 | 60±5 |
| 定伸应力 | 10 |
| 剥离强度 | 7 |
| 磨耗减量 | 0.1 |
| 应用领域 | 矿山、电力、冶金、化工等行业 |




纵横机械制造有限公司长期生产销售 广东湛江钢衬塑管道等多种型号产品,纵横机械制造有限公司一直坚持“诚信合作,共同发展”的经营理念,始终保持无缝钢管价格合理,欢迎您的来电,我们将竭尽全力为您服务!



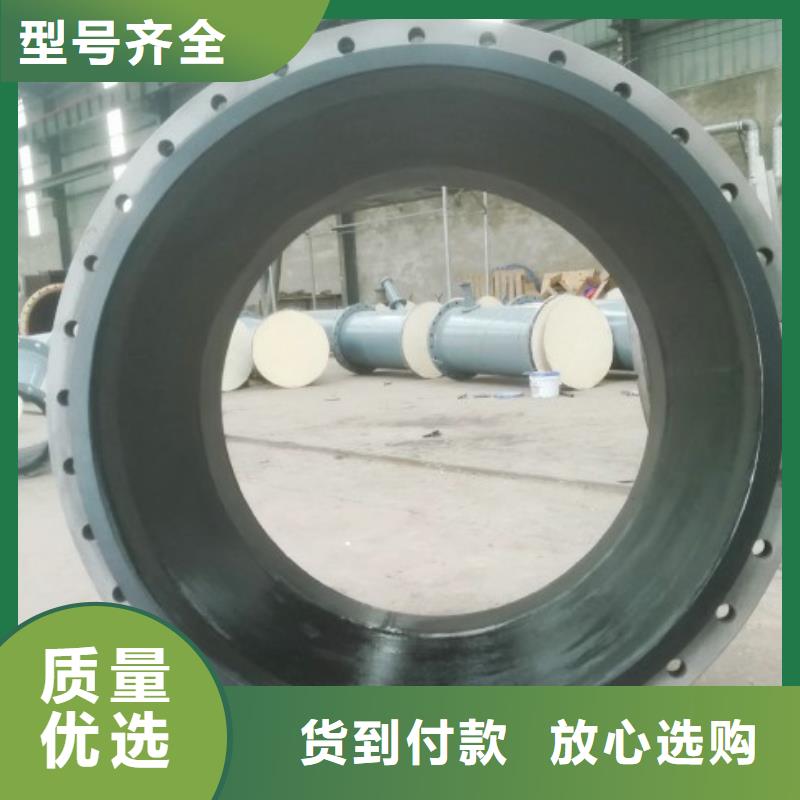
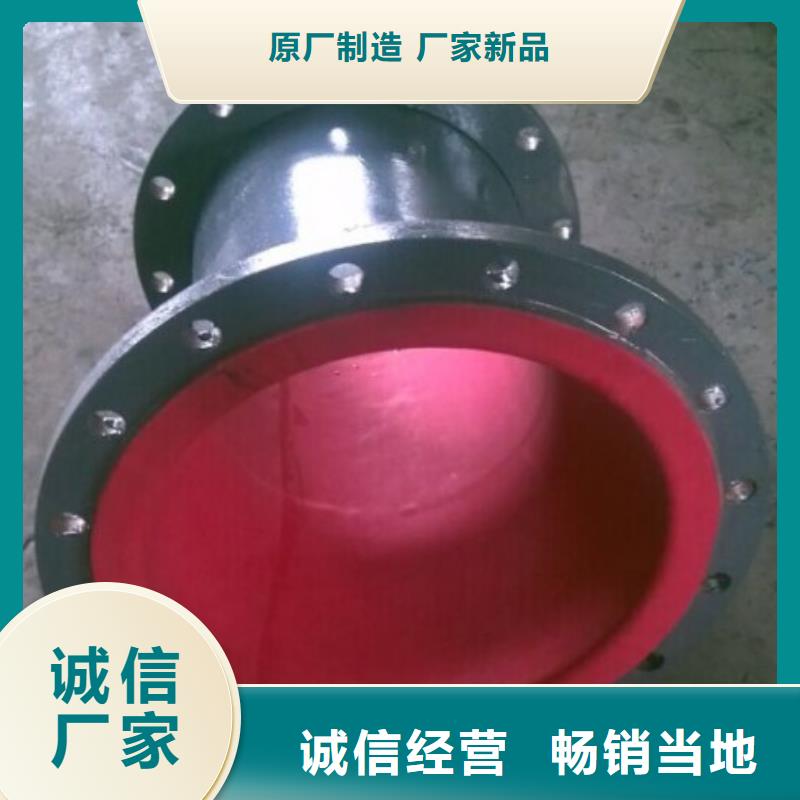
衬胶管道优良性能:
1.结构优良 管材的增强骨架钢管与橡胶层使用高性能的粘合剂复合为一个整体,克服了钢管耐压不耐磨,塑料、橡胶耐磨不耐压以及玻璃钢脆抗冲击性能差等缺点,同时具备钢管和耐磨橡胶的共同优点,综合性价比卓越。
2.强度高,抗冲击性高 橡胶弹性体的密度低,重量轻,具有较好的吸振性能和优异的耐机械冲击性能,高强度,刚性好,不产生蠕变,抗冲击,抗震,抗水锤性能强,便于运输,安装和维护。
3.温度适应范围广 衬胶管道可以在-50°C~+150°C的范围内长期使用,衬胶层不会因温度变化而与钢架脱开。
4.节能 润滑性好,运行阻力损失小,节省运行费用。
5.抗老化性能优越,在正常使用压力温度下一般使用寿命达到15年以上(理论值)。管道使用6-8年后近90°转动一次,使用寿命会更长,衬胶管道可反复衬胶使用4次,降低成本,制作周期短,可确保工期。
衬胶管道与衬塑管道的差异:
1、生产工艺有所不同。 衬胶管道一般采取手工粘接、加压硫化工艺(也可以进行冷粘作业);衬塑管道一般采取设备加热 、整体滚塑(紧衬、松衬、模压)成型,主要工艺步骤都可以借助设备完成。就这一点 来说,同样的生产时间内 ,衬塑管道的产量要高一些。衬胶管道克服了钢管耐压耐磨塑料、橡胶耐磨不耐压以及玻璃钢脆抗冲击性能差等缺点,同时具备钢管和耐磨橡胶的共同优点,综合性价比卓越。脱硫衬胶管道可以在-50°C~+150°C的范围内长期使用,衬胶层不会因温度变化而与钢架脱开。随着衬胶管道的优越性能被更多的商户所熟悉,它的应用领域主要是,发电厂、工厂、矿物处理、工业水处理设备、石化工业、造纸行业、食品行业、肥料厂、环境保护行业应用居多。我公司有自己的炼胶车间、焊接车间、有大型热硫化罐体、电火花检测设备。目前来看在国内是响当当的厂家,这里衬胶技术经验丰富,生产出的衬胶管道质量 。运用橡胶的以柔克刚解决主要以耐磨性能为主的管道衬里,以橡胶的耐腐蚀性和耐高温性很高对输送管路起到了一定的保护作用。
2、产品的使用性能:由于继承了 橡胶的优良特性,在 耐化学腐蚀的同时耐磨、耐温性能也很突出,而衬塑管道除了 耐化学腐蚀 性能与衬胶 管道接近之外,在耐磨性能、耐温性能、粘接强度等方面均不 如衬胶管道。而且 橡胶在恶劣环境下(瞬间高温、阳光直射、外界强力等)性能表现稳定,因此衬胶管道具有很强的耐候性,而衬 塑管道的耐候性表现不如衬胶管道。
3、产品的使用寿命 :由于衬胶管道一般都采用橡胶板进行内 部粘接,因此必然有搭接缝,而衬塑管道是一 次成型 的。因此,在一般化 学水输送、循化水 处理方面衬塑管道的表现更稳定,使用寿命会更长一些;而在有磨蚀型介质 的条件下,衬胶管道 会更耐用一些。
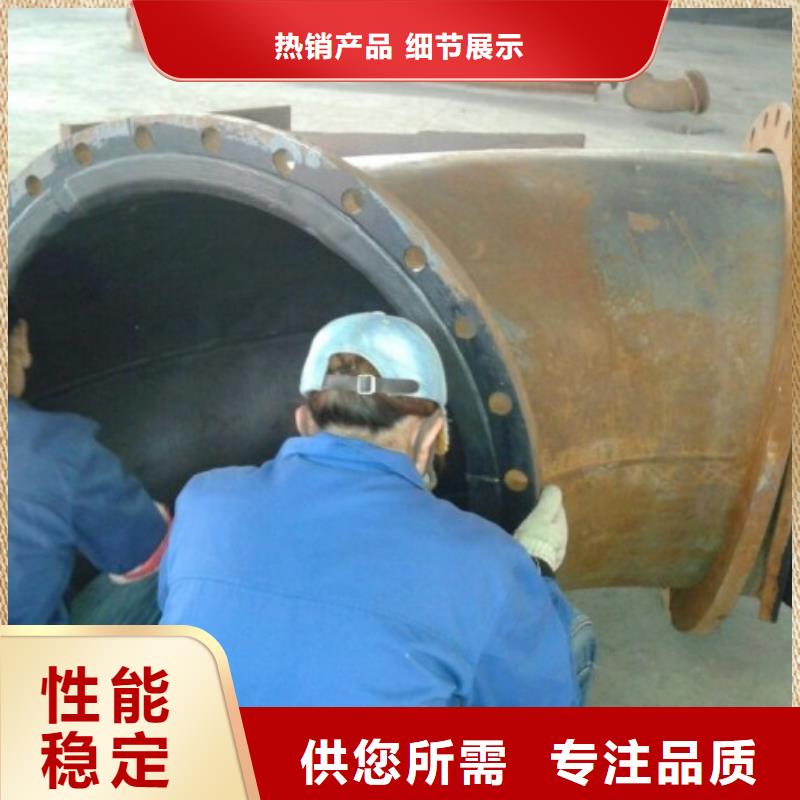
在生产完毕的电厂衬胶管道首先就是热硫化,这是必不可少的,主要有两种热硫化粘接方式和冷硫化粘接方式,热硫化粘接方式通过硫化储罐高温、高压、一定的稳定控制一方面通过外部条件使得橡胶达到硫化的目的另一方面通过热硫化粘接剂将橡胶与粘接面达到强度粘接目的;冷硫化粘接方式是通过特殊的硫化粘接剂与橡胶板直接粘接,即粘即用。电厂衬胶管道耐磨、耐腐蚀、耐酸碱、耐冲击、耐高温、性能极强!近接了一批衬胶管件的业务。采购清单上有衬胶弯头、衬胶大小头、衬胶三通、衬胶四通。预付款已经给了,但是我们还是不能盲目的就焊接钢件,为什么呢?因为客户给的尺寸都不太对也没有图纸,还焊接法兰,是焊接固定法兰啊,还是焊接活套法兰这些问题都是很关键的。




衬胶管道的加工工艺:
衬胶管道采用优质碳钢钢管,国标20号无缝钢管。外围为钢管,衬里为优质丁基胶。采用热硫化粘接方式通过硫化储罐高温、高压、一定的稳定控制:一方面通过外部条件使得橡胶达到硫化的目的。另一方面通过热硫化粘接剂将橡胶与粘接面达到强度粘接目的。
一:衬胶前管道要进行钢珠喷砂、喷砂要达到Sa2标准,焊接处的毛刺处理要达到圆滑过渡、钢体表面要平整。喷砂前应认真检查全部喷砂面有无油污,若有应用清洗剂清洗干净,对设备的管嘴、人孔等开口处应用胶合板和塑料布进行包扎、捆绑,以防砂子飞出伤人。喷砂应按下述进行施工:
二、彻底出去管体内的灰尘、并刷次胶浆。涂刷应厚度均匀,严密不漏。未涂胶浆前的合格喷砂面,施工人员严禁用手触摸或有用其它脏物去接触,以防污染。
三、配好第二次胶浆浓度在刷第二、三遍胶浆。
四、裁剪、按照设备、管道的大小进行裁剪下料并设计好搭边位置、在胶板上刷胶浆、要求均匀一致。
五、上下封头衬胶要达到三无、表面美观、多孔板衬胶要打到三无、表面美观、筒身及附件衬胶要达到三无、法兰面平整、表面光滑、配件及附件要达到三无、外表要美观平整。
六、管道直管、三通、弯头要达到三无外表平整光滑。
